


- 销售热线:0573-84027089
- E-mail:sales@www.jbzwbz.com




运动部件在润滑油脂失效或无润滑介质时磨损加剧,通过激光技术在部件表面制备自润滑复合涂层是一种有效的解决途径。 介绍了通过激光技术制备自润滑复合涂层的质量评价指标,对自润滑复合涂层基体材料进行了详细的分类,从金属基、陶瓷基、高分子自润滑三种基体复合涂层进行系统分析,根据前人的理论研究和实践应用指出自润滑复合涂层目前存在的问题。 自润滑复合涂层对基材耐磨减摩性能的提升是明显的,不同涂层材料体系间的研究方式和进展存在差异,总结了该领域的研究进展,对未来激光制备自润滑复合涂层的研究方向进行了展望。
现代工业中,机械设备工作时经常受到摩擦及磨损作用,容易导致零件尺寸失配或材料损失甚至提前失效。为降低摩擦因数,可以通过机床对部分零部件表面进行精加工,但这种方法成本较高,不适宜大规模生产且可持续性较差,因此采用添加液体润滑剂作为润滑介质来减少摩擦磨损会更加有效[1]。但随着航空航天、军事武器等高技术领域和钢铁、工程机械等工业领域的不断发展,机械设备的工作环境逐渐面临高温,高压、真空、强腐蚀等苛刻环境的挑战,传统润滑油脂等润滑剂的应用受到限制[2]。
另一方面,机械设备的某些零部件对于其表层和心部的性能要求存在一定差异,难以进行整体处理[3]。自润滑复合涂层作为一种在金属、陶瓷或高分子基体上添加自润滑相和其他附加组元以实现自润滑性能的功能性涂层,通过激光加工将其制备于零部件表面,是解决机械零部件磨损与润滑难题的有效途径。自20世纪80年代以来,激光器技术的更新迭代,推动着激光技术基础研究和应用的迅猛进步,激光制备自润滑涂层的研究也更加广泛[4]。
本文对近年来国内外激光制备自润滑复合涂层的研究进展进行总结和罗列,分别从激光制备涂层工艺和自润滑复合涂层两个角度概括了现阶段研究存在的问题及潜在的发展趋势,以期为后续激光制备自润滑涂层技术的发展和应用提供一定的研究思路。
激光制备涂层是以激光作为热源,加热提高工件表面温度,通过添加材料或激光直接辐照工件表面制备得到涂层。目前激光制备涂层的主要应用方式包括激光熔覆技术、激光表面合金化、激光表面织构等,其中以激光熔覆技术应用最为广泛。
激光熔覆技术是一种用激光将加入的熔覆材料与基底材料的表面快速加热使之同时熔化,材料快速冷却凝固后形成涂层,从而实现对基底材料表面改性或修复的工艺方法[5-6]。激光表面合金化是在金属工件表面添加固态金属,通过激光辐照加热使两者迅速熔化、互溶并再结晶、凝固形成合金层。与激光熔覆不同的是,激光表面合金化的熔覆材料和基体金属之间发生完全混合,稀释率较高,受添加元素影响较大。激光表面织构则不添加额外材料,直接利用激光对材料进行烧蚀,有选择性的从基底表面去除材料,制备得到的特殊微结构可以起到一定的润滑作用,或能有效地保护固体润滑剂,延长涂层的寿命,但这种方式不能避免润滑相与基材附着力差的问题[7-8]。
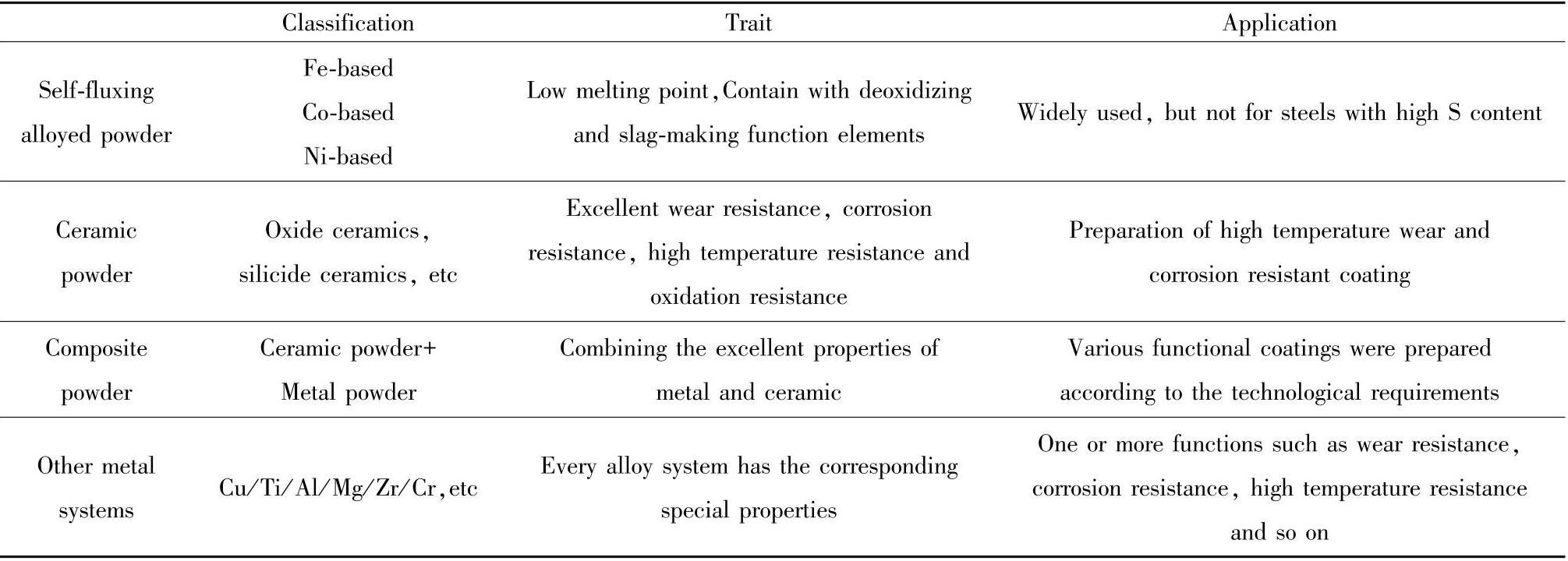
在实际研究与应用中,由于激光熔覆技术在应用过程中所实现的功能及形态与激光合金化类似, 同时往往与激光表面织构相结合以实现更好的功能性表现,因此本文将重点以激光熔覆技术为基础,以其他方法为补充进行归纳。常见激光熔覆粉末材料体系特点及应用见表1所示。
在两对偶件运动过程中,无须借助其他润滑介质(如润滑油、润滑脂等),而仅依靠材料表面结构或成分的特性,就可实现减摩耐磨的效果,该特性即称为材料的自润滑性。对于复合涂层这一表面改性方法,自润滑性的实现方式主要通过在材料表面主动添加或生成固体润滑剂,从而在磨损过程中形成润滑膜,润滑膜的存在使得对偶材料与基体材料之间的摩擦转变为对偶材料与润滑膜之间的摩擦,大大降低了摩擦因数,提高了自润滑复合涂层的耐磨减摩性能。
在目前的研究中,固体润滑相的类型根据其润滑机理的不同可主要分为以下几类:①自身良好的延展性可降低磨损过程中的摩擦阻力,如软金属Ag/Cu等;②自身固有或运动过程中通过化学键的变化可实现的层状可滑动结构,如石墨、MoS2、MAX相等;③具有高强度且致密的结构,从而实现表面抗磨损,如Al2O3/TiO2 等。由于这些机理实现方式的不同,影响因素较多(如温度、载荷、介质、对磨材料等),不同的润滑剂具有不同的适用环境。以温度为例,当涂层工作温度在300℃ 以下时,石墨、WS2、 MoS2 作为润滑相更加经济有效;300~500℃时,Ag、 Au等软金属作为润滑相具有更好的抗氧化性能; 500~1 000℃ 时,CaF2、BaF2 等氟化物或NiO、h-BN作为润滑相具有更好的热稳定性[9-12]。同时,利用润滑相之间不同的适用温度区间,可起到润滑效果上的协同作用,实现宽温域梯度润滑效果,常见的搭配有MoS2 + Ag [13]、 h-BN + MoS2 [14]、 BaF2 + CaF2 + Ag [15]等。但是,目前对于超高温(1 000℃) 环境下的固体润滑涂层研究较少,是航空航天领域的重要研究发展方向之一。
自润滑复合涂层是否符合实际需求,可从以下几个方面进行评估:①该涂层材料在预设工况下对于摩擦因数及磨损率的降低程度;②在自润滑性能提升的同时,材料力学性能是否满足原有要求;③若实际工况较为恶劣,如高温、腐蚀环境等,其固体润滑剂的化学稳定性及界面结合力是否会受到影响; ④固体润滑剂的弥散厚度及可稳定服役周期;⑤材料设计过程中的经济性与环保性。这些指标的逐一实现,是对材料体系设计合理性的考察,也是对涂层制备技术及工艺过程的考量[16-20]。
在激光熔覆中,影响涂层质量的因素较多,探究这些因素(如形状系数、稀释率等)对涂层的具体影响十分重要。为提高涂层质量,应选择尽量大的形状系数(即宽度与厚度比)。孙荣禄等[21] 在TC4合金表面激光熔覆了NiCrBSi的合金涂层,发现涂层的宽度受激光直径影响较大,厚度则取决于预置粉末层的厚度。稀释率() 是指激光熔覆工艺中,在激光的加热下,基材熔化后与熔覆层材料混合引起的合金成分的变化情况。在保证形成良好的冶金结合的情况下,稀释率越低越好。常规方法下,稀释率可通过熔覆层高度(H)和熔池深度(h)进行简单计算,计算公式如式(1):
吴腾等[22]用YAG固体激光器在60Si2Mn基体上制备了铁基TiC复合涂层,建立了激光熔覆工艺参数对稀释率影响的数学模型,发现输出电流(X1) 和脉冲宽度(X2)对涂层稀释率的影响要大于输出电流与脉冲宽度的交互项(X1X2)和扫描速度(X3)。得出了稀释率模型的拟合回归方程式,如式(2):
在自润滑复合涂层中,由于加入的润滑相硬度较低,制备涂层后往往导致硬度下降,制备的涂层中硬度分布是否均匀对于涂层质量评价十分重要。申泽慧等[23]将Ni60粉末激光熔覆在钛合金表面,并探究了WS2 作为润滑相对熔覆层硬度的影响,发现添加WS2 的熔覆层硬度相比于Ni60熔覆层低,这是由于Ni60熔覆层中高硬度的碳化物和硼化物含量在加入WS2 后变少,导致涂层整体硬度较低。当加入50%WS2 时,涂层中生成的SO2 气体较多,稀释率变大导致涂层的显微硬度分布不均匀,在工件工作过程中容易出现变形等不良影响。
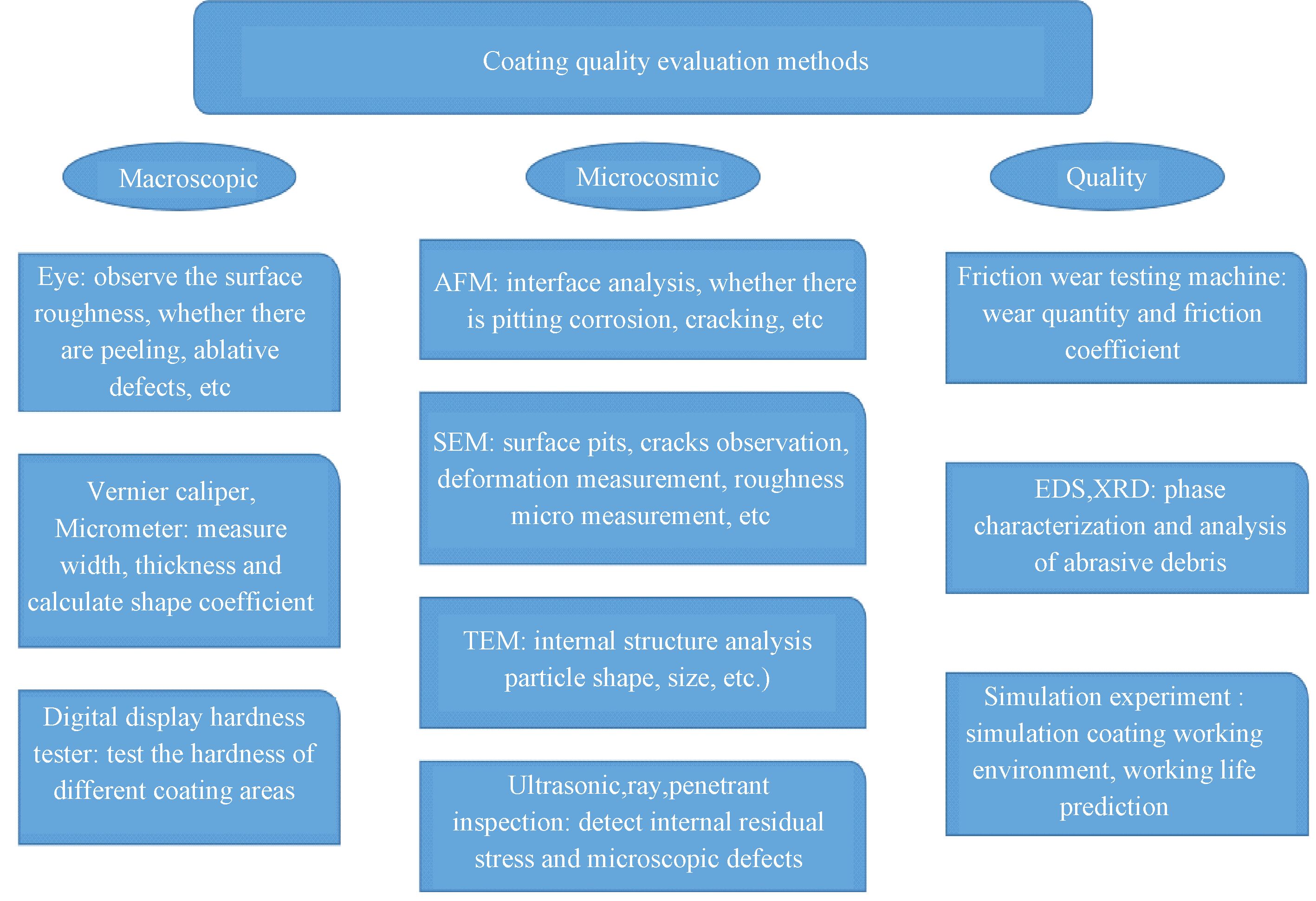
制备涂层后,对涂层进行性能检测和质量评价是考验涂层合格与否的重要指标。澳大利亚昆士兰大学[24]的研究人员综述了目前光谱和显微技术对涂层的检测方法,原子力显微镜(AFM)作为一种测量表面形貌的工具可用于涂层的界面分析,与激光共聚焦扫描显微镜(LSCM)结合可量化涂层表面由于点蚀、开裂等引起的形貌变化。扫描电子显微镜 (SEM)可以用来获得涂层表面高分辨率的图像,从而检查涂层表面是否存在凹坑、裂纹等缺陷。透射电子显微镜( TEM) 则可以通过电子束获取涂层样品内部颗粒的形状及大小,从而获得涂层内部结构的更多信息。 YAN等[25] 则探究了超声检测方法在对激光熔覆层残余应力检测研究现状及存在的问题,针对超声检测涂层结果较为粗略的缺点,提出了关于建立基于分析和多源信息的最优检测方法预测模型,为涂层的质量检测手段的发展提供了一定的理论基础。陈建平等[26] 在现有涂层检测技术的基础上,提出的敲击测声法针对非金属基体表面涂层实现了无损检测,并且检测系统的成本较低,有良好的应用前景,为涂层质量的检测和评价手段开辟了新的门路。目前关于涂层质量的部分评价方式如图1所示。
涂层的各项指标都能够达到最优固然很好,但是并非存在缺陷即失败。激光熔覆制备涂层,主要是为获得基材所不具备的某些性质,在制备涂层后, 要注意其是否达到预期目标,性能是否符合要求,在满足使用要求的前提下将涂层的各项指标提高。在实际工业应用中,制备各方面性能都优异的涂层往往需要大量复杂繁琐的工艺,对设备操作人员等要求较高。如在对齿轮、轴承等工业零部件制备自润滑涂层时,要考虑到其大规模生产时需消耗的大量成本及时间,应尽量追求性能与经济性的双向共赢, 而不是单纯追求完美质量的涂层。
自润滑复合涂层是在不同基体材料上,加入固体润滑相和其他所需成分,通过一定工艺制备而成的。工业领域中,传统润滑剂应用范围有限,在不宜采用油脂等润滑时,自润滑复合涂层是一种经济、有效的替代方式,可用来降低摩擦、减少磨损。自润滑复合涂层通常由基体材料、固体润滑相、其他添加组分三种功能性组分组成,按照基体材料的不同,可分为金属基自润滑涂层、陶瓷基自润滑涂层、高分子自润滑涂层三大类[27]。
在自润滑复合涂层中,研究最多的是金属基自润滑复合涂层,其中最常见的为铁基、镍基、钴基自润滑复合涂层。由于涂层是以金属作为基体材料, 其强度和硬度足够承载润滑膜的形成,能在复杂环境下工作,且润滑性较好[28],以下将从铁、镍、钴基涂层及其他金属基涂层的摩擦学性能角度分别进行总结归纳。不同金属基体系特点见表2所示。
金属材料铁由于价格便宜,获取比较容易,抗变形能力和耐磨性较高,相比于镍和钴,其硬度更高, 适用于局部需要耐磨且易变性的零件,应用非常广泛。为改善铁基合金制备涂层时的自润滑性能,选择在铁基合金中直接加入润滑相。杨晓良等[29] 用Fe400作为基体粉末,加上不同含量的h-BN和CaF2 在45#钢表面制备了一系列铁基自润滑涂层,发现在常温下铁基粉末、h-BN、CaF2 质量比为98 ∶ 1 ∶ 1时,摩擦学性能最好。各含量的铁基自润滑涂层磨损量对比如图2所示,值得注意的是,单独添加CaF2 作为润滑相时,在常温下对涂层的耐磨性无明显提升,但单独添加h-BN或两者一起添加时,涂层的耐磨性明显提。