







通用汽车在冲压环节采用4序工艺,即整条冲压线台冲压机组成。而有的企业采用5序或6序。减少冲压机对于设计来说,需要在4道工序中获得所需的曲面,更具难度。
4,总装—把内饰、发动机、变速器、座椅、悬架、轮胎等,一样一样地装进车体,一辆汽车就诞生了。
至于动力系统,如果是汽车厂自己制造而不是购买的话,还会有专门的发动机工厂或车间,从锻造到研磨、装配,内容同样不少。
在武汉新工厂的参观是从冲压开始的。汽车车体由多块形态各异的钢板构成,冲压车间的任务就是把成卷的钢板展开,送进冲压机,冲成一个个车体所需的部件。整个车间占地2.1万平方米,里面有1条开卷线条冲压线、以及模具维护、检测部门等。

首次应用一模多件工艺,实现前后门内板一模四件、铝板前盖内外板一模两件、前中地板一模三件,生产效率由原来的平均每分钟15.8件提升至31.6件。
首次采用前盖外板碎屑吸收装置,将切削产生的碎屑吸收至管道中,直接排入工作台地坑,更大限度避免碎屑被带入模具或者在零件表面产生碎屑压印,使前盖外观更加光滑、美观,并提高了产品品质。
犹如裁缝做衣服一样,钢厂送来的钢板是成卷的,需要首先开卷、铺平、裁剪,这条加工线被称为开卷线,设备是西班牙FAGOR公司的产品。由于车身各部位钢板的厚度不一,所以,成卷的钢板分成0.65-0.8毫米等几种不同的厚度。据介绍,全新英朗车身全部使用的是双面镀锌钢板。此外,由于全新英朗的机器盖是铝合金材质,而铝合金板材送来的时候就已经展开,来的这儿直接剪裁即可。剪裁成型的钢板,经过消磁处理,准备进入冲压线。
钢板离开开卷线,下一步进入冲压线条冲压线,冲压机安置在金属屋内,两旁有门,门外有可移动的平台,门外有可移动的平台,模具置于平台上。准备开始冲压前,平台载着模具从一边进入冲压机,一种部件冲完,需要更换模具冲另一种部件时,冲压机里的平台从另一侧离开,与此同似乎,这边的平台载着所需模具驶入冲压机。更换模具的时间只有3分钟,效率极高。
据工程师介绍,通用汽车在冲压环节采用4序工艺,即整条冲压线台冲压机组成。而有的企业采用5序或6序。减少冲压机对于设计来说,需要在4道工序中获得所需的曲面,更具难度。
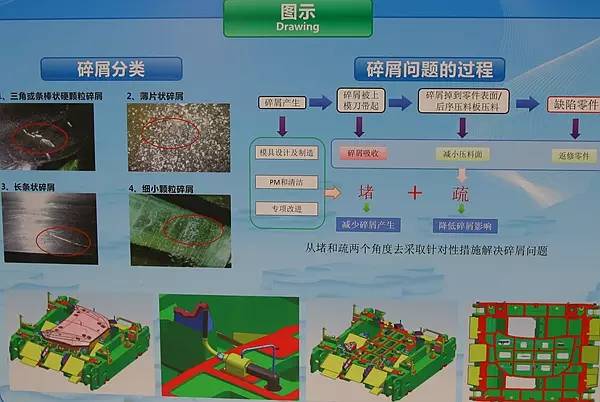
在冲压车间看到的另一个亮点是,它建立了一套碎屑吸收系统。在冲压模具内,有类似吸尘器一样的装置,将切削产生的碎屑吸收至管道中,排入工作台地坑,更大限度避免碎屑被带入模具或者在零件表面产生碎屑压印,使冲压件外观更加光滑,提高了品质。
板材进入冲压程序,两旁的诸多线圈会首先将板材磁化,让它们的磁性全部呈S极,这样,在同性相斥的作用下,板材相互分开,单张依次进入冲压机。有趣的是,由于全新英朗发动机盖为铝合金材质,无法利用上述原理,只能单配一套空气刀将其分离。
纵观整个冲压车间,给人一种安静、有序的感觉。想象中的轰鸣声与工人们的来往穿梭并未出现。原来,产生巨大噪音的冲压机,被安置在金属屋内,噪音基本上被控制住了;而多个操作全部由机器自动完成,工人只是做些辅助性的劳动,所以,需要的人数很少。刚刚看完第一个车间,由于这种全新的感受,便已经对全新英朗产生了好感。